Если протекла ванночка со смолой (фотополимер попал на дисплей)
Если протекло немного смолы
Если протекло небольшое количество смолы, мы рекомендуем осторожно удалить жидкую смолу мягкой салфеткой, а затвердевшую смолу предварительно размягчить концентрированным спиртом (в большинстве случаев достаточно пяти минут чтобы растворить тонкий слой застывшей смолы, но для более толстых фрагментов мы рекомендуем оставить пропитанную спиртом салфетку на несколько часов). Также вы можете воспользоваться специальными пластиковыми лезвиями, которые не царапают дисплей, но помогают поддеть приклеившийся к дисплею пластик.Если смола попала в корпус принтера
Если экран повреждён
Из сопла не выходит пластик, недоэкструзия
Основные причины недоэкструзии
- Прижим подающей шестерни экструдера — убедитесь, что шестерня, подающая пластик в экструдер вашего принтера достаточно сильно прижимается к пластику (большинство принтеров имеют подпружиненный регулировочный винт, который регулирует прижим пластика между подающей шестернёй и роликом). Он должен быть достаточно сильным, чтобы нить не проскальзывала и проталкивалась в экструдер, но не перетягивайте излишне.
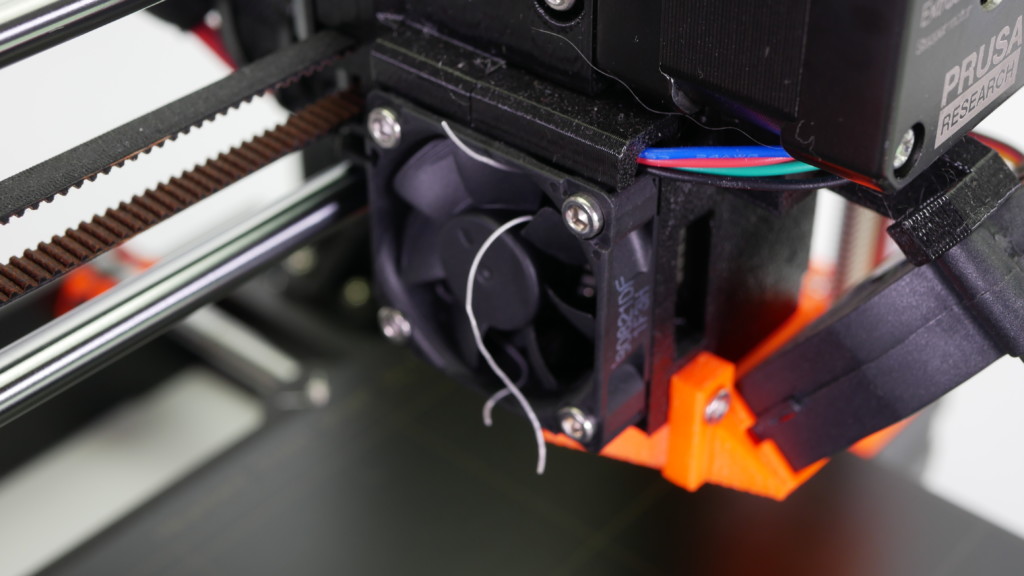
- Засорённые шестерни подачи пластика экструдера — всегда проверяйте, чтобы на шестернях экструдера не осталось остатков пластика. Если между зубчиками накапливается слишком много пластика, шестерня становится слишком гладкой и перестаёт подавать пластик. Для очистки используйте кисть или пинцет, некоторые производители рекомендуют смазку на литиевой основе, но наносите ее только на зубчатую часть, связанную с двигателем, как показано на фото ниже! Если вы примените её ко всей шестерне, она не сможет правильно продавливать нить!
- Некачественная нить — если диаметр нити больше или меньше стандартного допуска, это может быть источником проблемы. Вы можете использовать штангенциркуль для проверки диаметра (+/- 0,05 мм допустимо, но не идеально). Кроме того, попробуйте использовать другую нить, если вы не можете должным образом проверить текущую. Посмотрите, сохраняется ли проблема с другой катушкой.
- Множитель экструзии — одним из возможных решений является калибровка множителя экструзии . Однако перед этим сначала убедитесь, что причиной проблемы не является оборудование. Увеличение множителя приведет к увеличению потока нити в экструдер, уменьшение будет иметь противоположный эффект.

Запутался пластик в катушке
Прежде всего осмотрите катушку с пластиком, нить нередко запутывается, если при смене пластика витки непоследовательно наматываются на катушку.
Если катушка с пластиком застревает, это вызывает трение, что, в свою очередь, часто приводит к замедлению или остановке двигателя, подающего пластик в экструдер. В конечном итоге это приводит к уменьшению потока пластика и недоэкструзии.
Деформированные тефлоновые трубки
Многие 3D-принтеры оснащены тефлоновыми трубками, по которым пластиковая нить проходит от катушки к экструдеру. Несмотря на очень гладкую поверхность эти трубки не следует чрезмерно сгибать, иначе при подаче пластика возникает чрезмерное трение. Это дополнительное трение оказывает сильное давление на питающие двигатели, что в результате приводит к недоэкструзии.
Забившееся сопло
Ваше сопло для 3D-принтера время от времени нуждается в очистке. Остатки материалов, проходящих через него, могут накапливаться и блокировать выходное отверстие, тем самым становясь препятствием для равномерного выдавливания достаточного количества пластика. Забитое сопло является самой распространённой причиной недостаточной экструзии и вы можете провести небольшую проверку.
Отсоедините тефлоновую трубку экструдера и вручную протолкните пластиковую нить в экструдер. Если она проходит с небольшим сопротивлением, ваше сопло чистое, но если вы чувствуете значительное сопротивление, если при этом расплавленный пластик вообще не выходит из сопла, ваше сопло засорено и нуждается в очистке.
Используйте иглу для прочистки сопла или купите новое сопло чтобы продолжить печать. Но первое, что нужно сделать, это проверить, правильно ли прикреплено сопло и не забито ли оно. Открутите сопло и используйте специальную иглу, чтобы убедиться, что нить проходит без препятствий.

Холодное вытягивание — это метод, который позволяет очистить сопло принтера от оставшегося материала, который застрял или «пригорел» в сопле после предыдущих отпечатков. Процедура проста: предварительно нагрейте сопло до 260 °, затем вручную вставьте нить в экструдер и толкайте ее, пока она не потечет из сопла и полностью не вытолкнет предыдущую нить. Отключите нагрев и дайте соплу остыть до комнатной температуры. Затем снова нагрейте до +/- 90-100 °. Как только вы достигнете этой температуры, вытяните нить из экструдера с помощью плоскогубцев, приложив умеренное усилие. Затем вы должны увидеть остатки предыдущего материала или грязь, осевшую в сопле на конце вытянутой нити. Вы можете повторить эту процедуру несколько раз, чтобы добиться лучших результатов. Главное не прикладывать чрезмерные усилия, иначе вы рискуете повредить тефлоновую трубку и другие детали внутри экструдера.
Низкая температура печати
Насколько высокая температура печати? Распространенной причиной недостаточной экструзии является низкая температура сопла. Если вы печатаете с высокой скоростью, расход пластика, проходящего через сопло увеличивается. Однако, если сопло недостаточно горячее, нить не будет должным образом плавиться со скоростью, соответствующей материалу, поступащему в сопло. Это негативно повлияет на поток нити и приведет к недостаточной экструзии.
Слишком высокая скорость 3D-печати
Высокая скорость печати может быть причиной недоэкструзии. В процессе выдавливания вам нужно будет убедиться, что расход соответствует вашей скорости печати. Попробуйте уменьши скорость печати на 20 мм/с и наблюдайте за результатом.
Охлаждение
Проверьте охлаждение и убедитесь, что охлаждение работает должным образом, и что вентилятор не заблокирован, например, обрывком нити с любого из предыдущих отпечатков.
Следите за тем, чтобы филамент оставался сухим и защищенным от влаги, поскольку влажные волокна негативно влияют на печать.
Не перегревайте корпус. Если вы его используете колпак для поддержания высокой температуры воздуха во время печати, это также может привести к этим проблемам.
Не включается 3D принтер
Если 3D принтер не включается и не подает никаких признаков жизни, начните его диагностику с проверки предохранителя. Обязательно предварительно отключите принтер от сети, проверку предохранителя необходимо производить только при полностью обесточенном устройстве. Как правило, предохранитель устанавливается рядом с разъемом питания на задней стороне принтера.


Если вы видите, что в предохранители перегорела нить, потребуется замена предохранителя.
Проблема в питании
Несмотря на всю абсурдность ситуации, иногда серьезная проблема решается всего за одну секунду – путем восстановления питания принтера. Так, может не быть контакта между вилкой и розеткой, может быть нарушен контакт в блоке питания или при входе питающего шнура в принтер. Проверьте, включен ли ваш принтер в розетку, а если да, то просто проверьте контакты, пусть и не всегда, но нередко такой подход позволяет решить проблему.
Иногда в ремонт приносят абсолютно исправную технику, которая не включается, но при подключении принтер начинает работать. Не спешите, проверьте наличие питания в квартире, исправность розетки, надежность контактов и так далее, поскольку если принтер резко перестал включаться, то, возможно, он просто не подключен к питанию.
Перегорели блок питания или платы
Нередко принтер перестает включаться после определенного события – например, после резкого скачка напряжения во время ударов молнии. В таких случаях можно заподозрить перегорание блока питания или плат, установленных внутри устройств. И если в случае с блоком питания можно будет просто купить новый и заменить, то платы нужно будет приобрести и производить замену в сервисном центре.
Перебит кабель питания
Попробуйте протестировать принтер с помощью аналогичного кабеля питания. Хотя это маловероятно, но мы сталкивались с перебитыми кабелями птитания из-за чего напрасно разбирали принтеры. Убедитесь, что все удлинители подключены и включены.
Проверьте удлинитель/сетевой фильтр/переходник
Иногда принтер располагается вдали от розетки и без удлинителя не обойтись. Если вы используете удлинители или переходники, попробуйте подключить аппарат к другой розетке. Если принтер включился – проблема в переходниках.
Блок питания
Осмотрите блок питания. Некоторые блоки питания оснащаются светодиодом и если вы видите индикацию после подключения принтера к сети, проблема может быть в плохом контакте проводов, подключенных к блоку питания или в материнской плате.
Проблемы с первым слоем
Первый слой при печати вашей модели — самый важный слой. В качестве основы для всей вашей модели важно обеспечить надлежащую адгезию к платформе чтобы модель была зафиксирована до завершения печати и не отлипала.
Многие распространенные проблемы 3D-печати возникают именно из-за плохого первого слоя. При печати первого слоя есть несколько вещей, которые могут пойти не так.
Сопло слишком прижато к платформе
Признаки того, что ваше сопло может быть слишком близко к платформе:
- Слой пластика тоньше, чем необходимо. Из-за чрезмерного прижима первый слой может стать настолько тонким, что станет почти прозрачным.
- Избыточный пластик выдавливается по краям текущей линии печати, создавая шероховатую поверхность и волнистые узоры. (Вы можете почувствовать шероховатость, прикоснувшись к нему осторожно даже во время печати).
- Напечатанный пластик отрывается от платформы, когда печатается следующая линия, расположенная рядом.
- Готовые напечатанные модели трудно отделить от платформы.
Объяснение:
- Если сопло расположено слишком близко к платформе, между соплом и платформой недостаточно места для выдавливания необходимого количества пластика. Избыточный пластик либо выдавливается вверх между отдельными линиями печати, либо вообще не выдавливается, создавая дополнительное давление в экструдере и забивая шестерню подачи пластика.
- Избыточный пластик, который выдавливается в стороны и вверх, может оторваться на следующем проходе из-за сопла, разрушив адгезию и сделав верх первого слоя очень шероховатым на ощупь.
- Избыточная нить также может попасть на сопло и позже капнуть обратно на модель. Это особенно характерно для PETG.
- Если нить накапливается в экструдере, потому что она не может быть выдавлена из-за слишком близкого расположения сопла к станине, ваш экструдер может даже заклинивать и щелкать.
- Слишком сильное прижатие первого слоя к кровати может привести к печати моделей, которые практически невозможно удалить с рабочей платформы, когда они будут готовы.
Как исправить:
Сопло слишком далеко от платформы
Признаки того, что сопло расположено слишком далеко от печатной платформы
- На первом слое печатаемого объекта вы можете четко различить отдельные линии с заметным промежутком между ними.
- Во время печати первого слоя отдельные линии не касаются друг друга.
- Есть небольшие зазоры там, где линии заполнения должны сопрягаться с внешними стенками модели.
- Форма линии экструдирования очень круглая. При правильном расстоянии экструдированная линия получается слегка сдавленной, в виде «блина».
- Отдельные напечатанные линии почти не прилипают к рабочей пластине.
- Детали деформируются от рабочей пластины или расшатываются во время печати.
Описание:
Если ваше сопло расположено слишком далеко от платформы, значит, вытесненной нити недостаточно, чтобы должным образом заполнить пространство между соплом и поверхностью. Выдавливающийся пластик в таком случае почти не соприкасается с платформой. Отдельные линии, составляющие первый слой, не связаны со своими соседними линиями и не касаются контуров стенок ваших объектов. Все это обычно приводит к проблемам с плохой адгезией, таким как коробление или отслоение вашего объекта в процессе печати.
Как исправить:
Модель отлипает от платформы, не прилипает

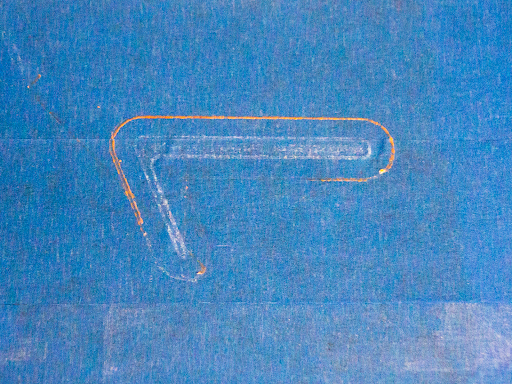
Это одна из самых распространенных проблем со многими 3D-принтерами. Если ваша адгезия недостаточна, вы можете получить деформацию вашей модели или вообще не получить никаокго результата, кроме огромного клубка запутавшейся нити на вашей платформе (например, зеленый принт «птичье гнездо», который вы видите здесь).
В специальной главе «Модель отлипает от платформы, отклеивается» приведены различные причины нарушения адгезии слоя до или во время печати.
Особенности для конкретных материалов
- PLA следует вдавливаться в платформу немного сильнее, чем другие типы пластика, чтобы обеспечить хорошую адгезию.
- PETG обычно лучше печатает с более высоким расстоянием между соплом и платформой, чтобы избежать накопления на сопле пластика, который может капать на модель позже во время печати. Кроме того, дополнительное расстояние помогает предотвратить проблемы с чрезмерной адгезией, которые могут возникнуть, например, при печати на стекле или пластинах PEI.
- TPU и гибкий PLA также будут держаться сильнее, если они будут напечатаны близко к платформе PEI или другой специальной поверхности платформы (например, BuildTak).
Модель отлипает от платформы, отклеивается
Модель отлипает от платформы, не прилипает
Это одна из самых распространенных проблем со многими 3D-принтерами. Если ваша адгезия недостаточна, вы можете получить деформацию вашей модели или вообще не получить никакого результата, кроме огромного клубка запутавшейся нити на вашей платформе (например, зеленый принт «птичье гнездо», который вы видите здесь).
1. Платформа не отрегулирована
Признаки того, что ваша платформа не выровнена:
Вы сталкиваетесь с проблемами, описанными в главе «Проблемы с первым слоем», когда сопло находится либо слишком близко либо слишком далеко от платформы (в некоторых случая обе проблемы проявляются одновременно в разных сторонах платформы или по оси X или Y. Или, другими словами: если левая сторона сопла расположена слишком близко, а правая — в порядке или даже слишком высоко, ваша платформа, скорее всего, находится под углом, а не на уровне сопла. То же самое касается передней и задней части, и, конечно же, это может происходить одновременно по обеим осям.
Объяснение:
Когда ваша платформа не выровнена должным образом, то есть расстояние от сопла до платформы варьируется в разных местах на платформе, ваше сопло может быть слишком близко в некоторых областях и слишком далеко в других.
Как исправить:
На большинстве принтеров платформа для печати выравнивается путем регулировки 3 или 4 винтов под платформой для печати. (Если ваш принтер оснащен автоматическим выравниванием станины, этот шаг может не потребоваться, хотя не помешает сделать это вручную хотя бы один раз). На самом деле «калибровка» — не совсем корректный термин для обозначения того, что мы делаем, но все это называют именно так. Что мы делаем, так это убеждаемся, что зазор между кончиком сопла и платформой одинаковый по всей платформе. Следовательно: платформа и сопло находятся «на одном уровне» друг с другом.
Для этого:
- Нагрейте платформу и сопло до надлежащей температуры печати, немного втяните нить и убедитесь, что сопло чистое (и во время процесса выравнивания нить не просачивается).
- Переместите нагретое сопло в первый угол платформы.
- Просуньте лист бумаги между платформой и соплом. Ослабляйте или затягивайте регулировочный винт для этого угла платформы, пока вы не заметите небольшое сопротивление при продвижении бумаги под ним.
- Продолжайте движение к следующему углу, поместите над ним сопло, отрегулируйте винт так, чтобы сопротивление было одинаковым.
- Сделайте это для всех углов, затем проверьте середину кровати.
Для этого может потребоваться несколько проходов, так как поворот одного винта обычно влияет и на другие винты. В то же время, когда мы выравниваем кровать, мы также настраиваем насадку на расстояние до кровати. Используя в этом процессе более толстую или более тонкую бумагу, вы одновременно устанавливаете расстояние между соплом и слоем бумаги. Квитанция от вашей последней покупки в продуктовом магазине, например, устанавливает расстояние между соплом и платформой, которое обычно хорошо работает для PLA, в то время как более толстая бумага может лучше работать для PETG.
2. Платформа не очищена от остатков пластика
Признаки того, что платформа нуждается в чистке:
- На платформе виден мусор от предыдущей печати, пыль, мусор, пятна и т. д.
- Вы видите сгустки, нарост или неровный слой вашего клея для печати.
- Посмотрите на нижнюю часть напечатанной модели: видите ли вы вмятины на гладкой нижней поверхности, которых не должно быть? Если это так, велика вероятность, что что-то было или все еще прилипало к платформе, что вызвало вмятину (или сопло было слишком близко в этом месте). Например, при печати первого слоя в месте отпечатка пальца на стеклянной поверхности вы обычно можете увидеть пузырек (на модели в этом месте).
Объяснение:
Грязная поверхность для печати ухудшит адгезию. Перед началом новой печати необходимо удалить весь мусор от предыдущих отпечатков. Если ваше сопло грохочет по остаткам ваших предыдущих отпечатков, оно начнет подпрыгивать, и это может вызвать вибрацию в вашем принтере в зависимости от того, насколько жестким может быть держатель для платформы.
Часто упускается из виду пагубное влияние масляных или жирных следов на поверхности печати, таких как, например, простой отпечаток пальца.
Как исправить:
Регулярно обезжиривайте поверхность платформы в соответствии с инструкциями производителя. Используйте либо изопропиловый спирт / изопропанол в высокой концентрации, либо чистый ацетон (но будьте осторожны, он вреден). Лучше не используйте средства для мытья окон, средства для мытья посуды и мыла, особенно от те, которые считаются полезными для вашей кожи, так как большинство из них будет оставлять следы, которые негативно повлияют на сцепление с платформой.
3. Скорость печати первого слоя слишком высокая
Признаки того, что первый слой печатается слишком быстро:
Очевидным признаком того, что вы печатаете слишком быстро, является то, что экструдер не успевает проталкивать нить на этой скорости, и вы видите Недоэкструзию . Результатом является просто плохая адгезия к платформе, и нет контрольного признака, говорящего: «адгезия не удалась, потому что она была напечатана слишком быстро». Вместо этого лучше проверьте на настройки слайсера.
Объяснение:
Скорость, с которой вы печатаете свой первый слой, напрямую влияет на то, насколько хорошо расплавленная нить сцепляется с поверхностью платформы. Печатайте медленнее, чтобы увеличить адгезию. Или быстрее, чтобы уменьшить адгезию. Поскольку мы говорим о том, что модели не прилипают к основанию, мы хотим увеличить адгезию, поэтому печать будет медленнее.
Как исправить:
4. Проверьте настройки экструзии, чтобы убедиться, что выдавливается необходимое количество пластика.
Признаки выдавливания неправильного количества пластика:
В целом: признаки того, что вы не выдавливаете нужное количество пластика, — это либо недостаточная, либо чрезмерная экструзия, заполнение, оставляющее зазоры, стенки моделей получаются слишком тонкими, а слои недостаточно толстыми (не сплющенными). Однако для первого слоя обычно нет четкой индикации, так как результат будет таким же, если расстояние от сопла до кровати неправильное. (Так что лучше всего устранить проблемы с экструзией, выполнив правильную калибровку экструдера перед выравниванием платформы и установкой расстояния между соплом).
Объяснение:
Выравнивая платформу, вы также регулируете расстояние от сопла до платформы. Это расстояние (если не компенсируется принтером автоматически) должно соответствовать высоте вашего первого слоя и количеству пластика, которое фактически выдавливается при печати вашего первого слоя. Если ваш принтер не выдавливает достаточно пластика, чтобы заполнить расстояние между соплом и станиной (3D-принтер при экструзии), у вас возникнут проблемы с адгезией.
Как исправить:
- Убедитесь, что вы выбрали правильный размер нити (1,75 мм / 2,85 мм / 3,00 мм) в слайсере.
- Откалибруйте шаги экструдера, необходимые для выдавливания требуемого количества нити.
- Проверьте множитель экструзии в программном обеспечении слайсера, чтобы убедиться, что вытеснено необходимое количество нити.
- Убедитесь, что нить поступает в экструдер должным образом (т.е. нить свободно снимается с катушки, отсутствует избыточное трение на пути нити).
- Убедитесь, что сопло не забито полностью или частично. Это очень частая причина недостаточной или неравномерной экструзии. Смотрите главу [Засоренное сопло].
5. Температура печати для первого слоя
Признаки неправильной температуры печати первого слоя:
Существует множество различных проблем, которые могут привести к проблемам с адгезией, и конечный результат всегда выглядит одинаково: модели не прилипают / деформируются. Если вы только запустили печать на 3D принтере, при решении проблем с адгезией нет контрольного признака, который четко говорил бы: ваша температура слишком низкая. Модель либо прилипает, либо не прилипает и не коробится. На более поздних этапах печати такие проблемы, как неровные углы, скручивание или неровные свесы помогут лучше определить, правильную ли температуру вы задавали чтобы с опытом настраивать слайсер правильно.
Объяснение:
Многие проблемы с первым слоем при 3D-печати возникают из-за неправильной температуры печати во время первого слоя, поскольку она напрямую влияет на адгезию к рабочей платформе. Более холодная печать снизит адгезию. Более горячая (до определенного предела) печать увеличит адгезию. Оставайтесь в пределах рекомендованного производителем диапазона, по крайней мере, примерно на 10 ° C выше температуры стеклования.
Как исправить:
Почти все слайсеры позволяют вам установить другую температуру печати для вашего первого / начального слоя. Используйте эту функцию, чтобы отрегулировать адгезию слоя, не влияя на остальную часть вашего отпечатка.
Более холодная печать снизит адгезию. Более горячая (до определенного предела) печать увеличит адгезию. Но не превышайте максимальную рекомендуемую температуру печати для используемой нити, чтобы избежать ее ухудшения в экструдере, что может привести к засорению. Печатайте на как можно более низких температурах экструдера, сохраняя при этом надлежащую адгезию.
6. Температура платформы первого слоя
Признаки неправильной температуры в постели:
Существует множество различных проблем, которые могут привести к проблемам с адгезией, и конечный результат всегда выглядит одинаково: модели не прилипают / деформируются. Сравните настройки слайсера с рекомендациями производителя нити. Одним из признаков того, что температура вашей кровати может быть слишком высокой, является [Слоновья лапа] или завиток близко к платформе, где дефект становится менее выраженным по мере удаления от платформы.
Объяснение:
Температура платформы (если ваш принтер оборудован платформой с подогревом) во многом влияет на то, насколько хорошо ваш первый слой будет держаться на платформе. Более холодный слой обычно снижает адгезию, более горячий слой увеличивает адгезию. Но не устанавливайте слишком высокую температуру платформы. Обычная проблема, с которой мы сталкиваемся у наших клиентов, — это установка слишком высокой температуры стола для материала, которым они печатают.
Как исправить:
Посмотрите температуру стеклования материала, который вы печатаете. Убедитесь, что температура вашей платформы как минимум на 20 ° C ниже температуры стеклования. Если температура вашей платформы намного ниже температуры стеклования и у вас проблемы с тем, что модель не прилипает, увеличивайте температуру платформы с шагом 5 ° C, пока проблема не будет решена (оставаясь ниже температуры стеклования).
Например, для жестких чернил PLA не превышайте 60 ° C. Если ваша платформа слишком горячая, вы увеличите силу деформации, и риск деформации моделей или даже отслоения во время печати увеличится, а не предотвратится — и вы вызовете другие проблемы позже в моделях, например, так называемую «ногу слона» или провалы в стенах. .
Настройки вентилятора охлаждения
Признаки того, что вам нужно проверить настройки вентилятора охлаждения вашей детали:
Если охлаждающий вентилятор вашей детали вращается во время печати самого первого слоя, вам необходимо проверить настройки вентилятора.
Объяснение:
Включенные вентиляторы охлаждения детали охлаждают до затвердевания напечатанный пластик до того, как произойдет надлежащее склеивание первого слоя с платформой. Это вызывает плохую адгезию и может вызывать коробление, тогда как нам необходимо, чтобы текущая экструзионная линия нити приклеилась к поверхности платформы. Это относится ко всем нашим филаментам и особенно важно для пластиков ABS.
Как исправить:
Отключите вентилятор охлаждения для первого слоя в настройках слайсера или в настройках принтера.
Используйте вспомогательные средства для приклеивания
Признаки того, что вам необходимо использовать средства по приклеиванию:
Если вы проверили все вышеперечисленное, и ваш отпечаток все еще не прилипает, вы можете подумать об использовании дополнительных средств по приклеиванию моделей к платформе.
Объяснение:
Вспомогательные средства для адгезии могут быть такими же простыми, как использование поддержки печати, задаваемой в слайсере. Или вы можете поэкспериментировать с различными поверхностями или покрытиями для вашей печатной платформы, например:
Постоянные поверхности:
- PEI
- PrintBite / FR-4 / Гаролит
- BuildTak / FakeTak
- Лист фенольный / FR-2
- Голое стекло
Временные покрытия:
- Клей-карандаш
- Раствор ABS (суспензия)
- ПВА Столярный клей
- Лак для волос на виниловой основе / 3DLac
- Сахар / соленая вода
- Magigoo
- Каптонная лента
- Малярная лента для художников / Синяя лента
Как исправить:
Нанося средства на платформу, убедитесь, что вы нанесли тонкий и ровный слой. Не допускаются ни горы клея, ни толстые пятна лака для волос. Красиво, тонко и ровно. При наклеивании лент не позволяйте краям перекрывать друг друга, накладывайте полоски ленты так, чтобы они прилегали к предыдущей полосе. И убедитесь, что вы не задерживаете пузырьки воздуха при наклеивании ленты или поверхности.
Нет ничего хуже, чем неровная поверхность из-за пузырьков, и с учетом стоимости некоторых из этих поверхностей необходимость заново наносить совершенно новую поверхность из-за пузырьков под ней может быть довольно раздражающим фактором.
Обратите внимание: не все поверхности и покрытия подходят для всех материалов, поэтому проконсультируйтесь с производителем, прежде чем делать свой выбор.
