
Итак, мы продолжаем цикл статей, посвященный 3D печати. И на этот раз мы будем обсуждать необходимость подогрева и охлаждения печатающихся изделий.
Как и очистка пластика, «температурная» проблема одна из тех, которые обязательно встретятся на пути начинающего мейкера. Существует масса разновидностей пластика, у всех них разные свойства, но мы обсудим два самых популярных — ABS и PLA. Так как статья о температуре, мы не будем тратить время на перечисление всех плюсов и минусов данных пластиков, главное для нас — температурные характеристики. ABS по этим параметрам выглядит более «горячим», нежели PLA. Рабочая температура плавления ABS пластика составляет ~210°С — 250°С, у PLA рабочие температуры несколько ниже — ~190°С — 220°С. Но есть важное отличие, ABS пластик более требователен к температуре окружающего воздуха и особенно к температуре поверхности, на которой будет находиться деталь в процессе печати. Поэтому для деталей из ABS пластика нужен подогрев «стола» вплоть до 110°С, иначе края печатающейся детали скорее всего оторвутся от стола и в последствии вся деталь может быть сорвана с места.
А теперь подробнее. Допустим, нам нужно напечатать деталь из PLA пластика. Мы все рассчитали, выставили нужную температуру экструдера, включили небольшой подогрев стола, что бы исключить загибание краёв и приступили к печати, но что то пошло не так…
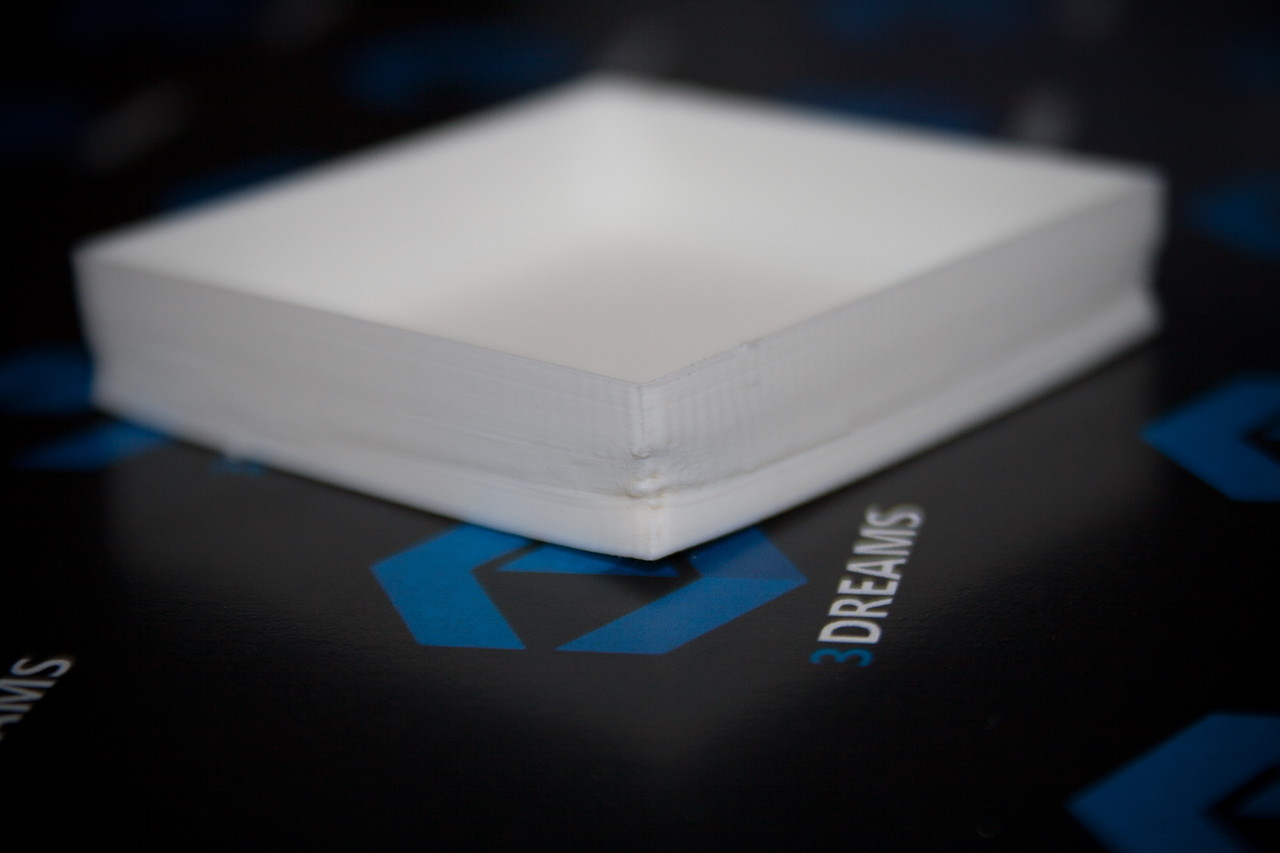
Деформация 3D модели из-за перегрева
Что это такое? Последствия перегрева тонких стенок на углах детали. Почему? Потому, что для печати угла соплу принтера приходится немного дольше быть над одним и тем же местом детали, чем при печати простой прямой линии. Таким образом раз за разом сопло все сильнее нагревает одно и то же место на нашей детали и в конце мы получаем температурную деформацию и испорченную деталь. Избежать этого можно разными путями — повысить скорость печати, но тогда у нас будет больше брака и износ принтера и шум будут существеннее, можно снизить температуру экструдера, но тогда пластик будет более густой и может появиться недоэкструзия (об этом интересном явлении чуть позже), а можно использовать дополнительный обдув. Последний вариант, при грамотном использовании, не имеет под собой никаких минусов. Таким образом мы плавно подошли к основной теме нашей статьи — грамотный обдув деталей.
Что бы обдув был во благо, нужно знать когда он нужен и с какой интенсивностью. Если мы печатаем большую деталь, на которой нет «узких» мест где сопло движется медленно и часто по одному и тому же маршруту, то в таком случае можно вполне обойтись без обдува. Но что если мы печатаем нечто вроде того, что уже видели выше? Здесь у нас то самое узкое место, где сопло начинает плавить нижние слои и из-за этого «плывет» вся деталь. Тут без обдува не обойтись. Нам нужно устроить все таким образом, что бы деталь равномерно обдувалась со всех сторон! Важен именно всесторонний обдув, иначе деталь будет искривлена. Но так же важно и не переусердствовать, так как в зону обдува всегда будет попадать и сопло и экструзионный блок целиком. Если в момент использования обдува не контролировать температуру экструдера, то это может привести к его переохлаждению и появлению недоэкструзии, когда пластик становится слишком вязким и не успевает выдавливаться в нужном количестве.
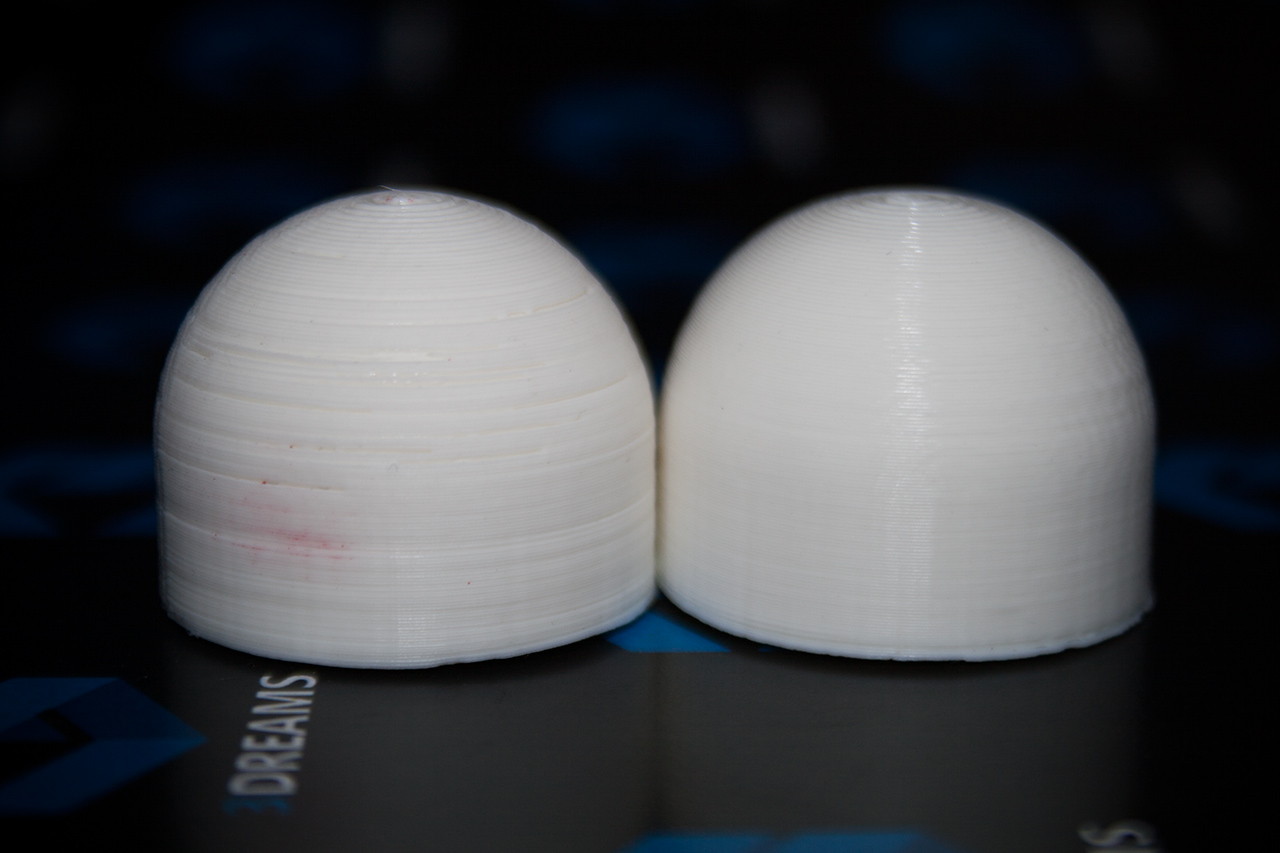
Недоэкструзия слева и качественная деталь справа
На картинке именно такой случай, когда слишком сильный обдув снизил температуру сопла с заданных 220°С до критических 185-190°С, объем выдавливаемого пластика снизился, а скорость передвижения экструзионного блока осталась прежней и появилась недоэкструзия. Поэтому помимо всестороннего обдува детали нужен еще и контроль за температурой экструдера.
Но это был всего лишь PLA пластик. Усложняем задачу — берем ABS! Что мы уже знаем об ABS? — что он гораздо капризнее, чем PLA. На деталь из ABS пластика просто так не наставишь кулеров для обдува, её покорежит со всех сторон и скорее всего сорвет со стола. Но в «узких» местах ABS имеет точно такие же проблемы, как и PLA — температурная деформация деталей из-за перегрева их соплом. То есть обдув все-таки нужен, но очень аккуратный и узконаправленный. Такой обдув должен дуть буквально в то место, где в данный момент находится сопло и только тогда, когда оно проходит критические участки детали, где перегрев наиболее опасен и может вызвать деформацию.
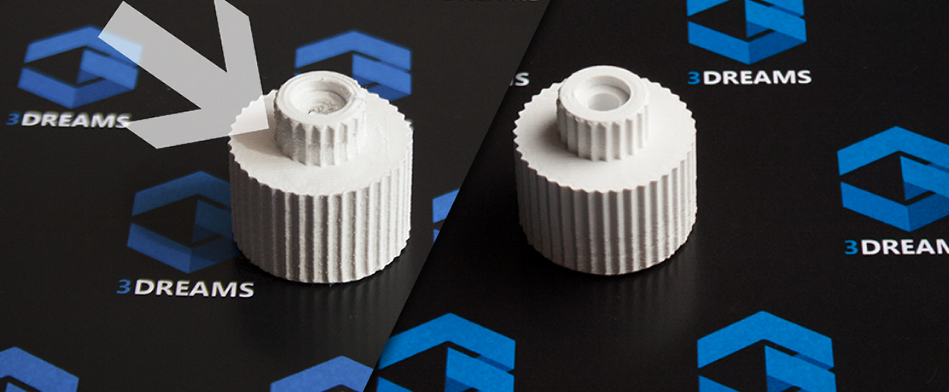
Перегретая модель и изготовленная с обдувом
Очередной пример на картинке. Шестеренка напечатана из ABS без какого либо обдува. Когда печать дошла до того самого «узкого» места в верхней части детали, начался перегрев и слои поплыли… Пришлось все начинать сначала и включать обдув только на той стадии, когда он нужен — при печати верхней, «узкой», части детали. Вышло, естественно, гораздо лучше.
Теперь о всестороннем обдуве, как его организовать? Можно поставить кулеры с четырех сторон, но для них не всегда есть место, что бы они не мешали процессу печати, их придется постоянно переставлять, крепить их тоже особо не как и даже в таком случае они не смогут обеспечить качественного обдува, так как дуют на все, что перед ними. На помощь нам опять придет сам принтер.

Блок обдува для 3D принтера

Блок обдува для 3D принтера
Надеемся, наши статьи помогут вам повысить качество своей печати, сберечь нервы, время и деньги! Выбрать блоки обдува можно по этой ссылке. Следите за новостями, нас ждет еще много интересного!


